
-
免费咨询热线
13913903276
邮箱:yuchang797@qq.com
地址:南京市江北新区柳州北路21号小柳工业园东区7栋202

voc回收
所属类别:voc回收
- 售后QQ:
- 售后QQ:
咨询热线:18088889999
详细内容
溶剂回收膜在有机废水中的应用
一、溶剂回收膜
1.1 简介
溶剂回收膜是渗透汽化膜的一种。利用料液膜上下游某组分化学势差为驱动力实现传质,利用膜对料液中不同组分亲和性和传质阻力的差异实现选择性。
1.2原理
具有致密皮层的渗透汽化膜将料液和渗透物分离为两股独立的物流,料液侧(膜上游侧或膜前侧)一般维持常压。渗透物侧(膜下游侧或膜后侧)则通过抽真空或载气吹扫的方式维持很低的组分分压。在膜两侧组分分压差的推动下,料液中各组分扩散通过膜,并在膜后侧汽化为渗透物蒸汽。由于料液中各组分的物理化学性质不疼痛,它们在膜中的热力学性质(溶解度)和动力学性质(扩散速度)存在差异,因而料液中各组分渗透通过膜的速度不同,易渗透组分在渗透物蒸汽中的份额增加,难渗透组分在料液中的浓度则得以提高。可见,渗透汽化膜分离过程主要是利用料液中各组分和膜之间化学物理作用的不同来实现分离的。渗透汽化过程中有组分发生相变,相变所需的潜热由原料的显热来提供。
1.3产品特点
(1)膜性能高:浓缩倍数高、处理量大;
(2)膜寿命长:支撑层与功能层结合强度高;
(3)高耐溶胀性:底膜、功能层及密封胶均经过改性以增强材料的耐溶胀性。
二、溶剂回收膜在有机废水中的应用
2.1背景
在化工行业、制药行业中会产生许多有机废水,这些废水的有机物浓度往往较低、可生化性差、并且含有可回收利用的溶剂,如果直接排放会造成环境污染和资源的浪费。采用传统蒸馏法,能耗太大、焚烧法会产生废气/废水等二次污染、生化法需要用大量水稀释,并且有些有毒物难以降解。
2.2有机物回收利用
对于一些化工或者制药厂家,在工序段中会使用一些较贵的有机物作为溶剂或萃取剂,而这些有机溶剂或多或少的都会溶于水中,形成低浓度有机废水。由于这部分废水量较大,如果不对有机物加以回收利用的话,会造成较大的浪费。
2.2.1 乙酸丁酯废水的处理
在青霉素生产工艺中,常常会用到乙酸丁酯作为萃取剂,部分丁酯就会溶解于水中,形成饱和的萃余废水,这部分废水不能直接进入生化系统,而且丁酯的回收价值很大,所以可以采用溶剂回收膜对这部分丁酯回收利用。
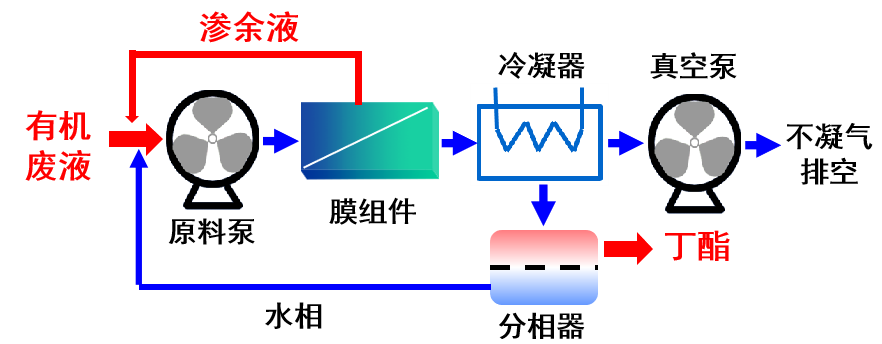
图1 工艺流程图
饱和的丁酯废液经过原料泵循环通过膜组件,在膜中渗透汽化,经冷凝器将气体冷却成液体,流向分相器中,上层为丁酯可以回用,下层为饱和丁酯溶液再返回原料侧进行循环处理。
表1 膜法回收乙酸丁酯废水产生的经济效益预估
|
估算基础 |
废水处理量 废水中乙酸丁酯浓度 渗透侧乙酸丁酯浓度 渗余测乙酸丁酯浓度 设备运行时间 |
200kg/h 0.7wt% 10wt% 0.07wt% 20小时/天、300天/年 |
|
支出项 |
设备折旧(含换膜) 动力运行费(电费+蒸汽费) |
18.7 元/吨废水 31.5 元/吨废水 |
|
收入项 |
回收乙酸丁酯 |
55.4 元/吨废水 |
|
合计 |
收入-支出 |
5.2 元/吨废水 |
从表1中可以看到,每处理1吨的丁酯废水,企业会盈利5.2元。而传统的工艺每处理一吨废水,企业需要花费3~6元。综上,溶剂回收膜在处理丁酯废水的时候,不仅可以帮助企业处理废水,还可以给企业带来收入。
2.2.2异丁醇废水的处理
在精细化工行业中,异丁醇是一种重要的溶剂,所以也就会产生大量的异丁醇废水。
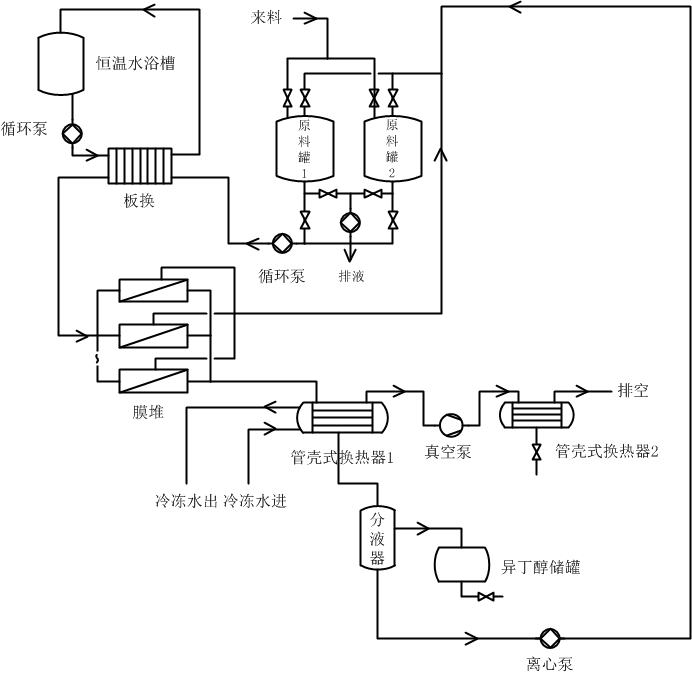
膜法回收工艺流程图
表2 膜法回收异丁醇废水产生的经济效益预估
|
|
项目 |
数值 |
|
估算基础 |
设备运行时间 |
8000 h/y |
|
设备处理能力 |
1000 t/y |
|
|
物料中初始异丁醇浓度 |
~7.7 wt% |
|
|
物料中剩余异丁醇浓度 |
≤0.5 wt% |
|
|
总装机功率 |
56.37 kw |
|
|
电机功率实际使用率 |
~70% |
|
|
电费 |
按照0.7元/度 |
|
|
异丁醇市场价格 |
6275 元/t |
|
|
|
|
|
|
动力运行费用 |
|
22.1 万元/年 |
|
回收丁醇价值 |
废水中可回用丁醇 |
45.2 万元/年 |
|
合计 |
经济效益(收入项-支出项) |
23.1 万元/年 |
从上表中可以直观看出,通过膜工艺处理脱溶液物料,其回收物的价值已经超过该套设备的运行能耗,也就是说该套设备不仅具有很好的经济效益,而且还能减少厂区废水的环保治理压力,为企业节省一大笔废水治理投入。
2.2.3乙腈废水的处理
乙腈是多肽生产过程中重要的溶剂,在多肽生产过程中乙腈不可避免地与水混合,乙腈废水造成乙腈的大量流失。对于这部分乙腈,若不及时控制回收,不仅会对制药企业造成巨大的经济损失,也会对接触者的健康和周围的环境造成威胁,因此物料中乙腈的回收治理就显得十分重要,其回收率的高低及回收能耗对企业的经营成本有着显著影响。
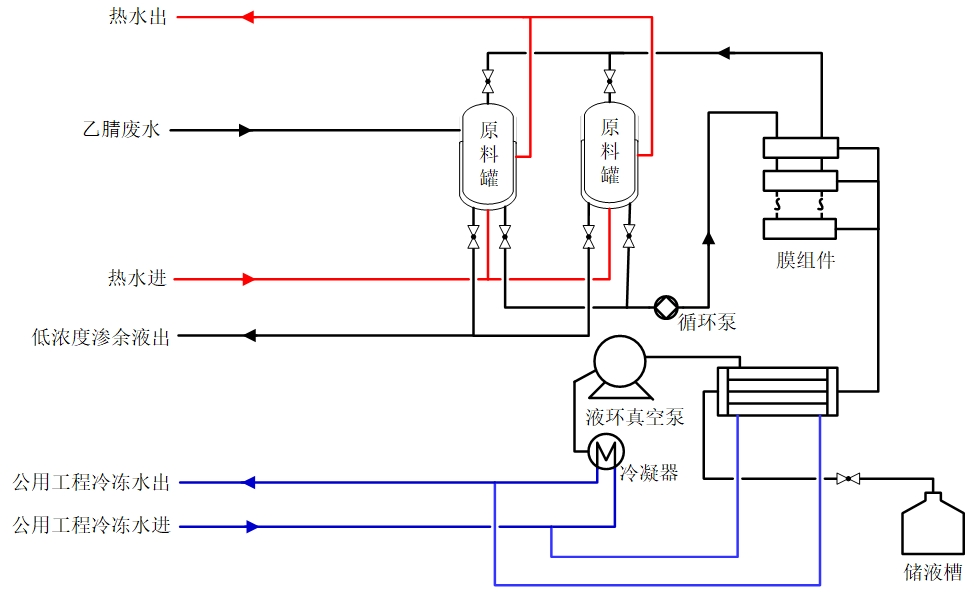
工艺流程图
表3脱溶液膜法回收处理装备的经济效益预估
|
|
项目 |
数值 |
|
|
估算基础 |
设备运行时间 |
24 h/d,300 d/y |
|
|
设备处理能力 |
600 kg/h |
||
|
废水中初始乙腈浓度 |
~30 wt% |
||
|
废水中剩余乙腈浓度 |
≤0.5 wt% |
||
|
渗透浓液中乙腈浓度 |
60±2 wt% |
||
|
总装机功率 |
240.2 kw |
||
|
电机实际能耗 |
~60% |
||
|
设备运行时间 |
7200 h/a |
||
|
电费 |
按照0.8元/度 |
||
|
60wt%乙腈市场回收价格 |
~1500元/t |
||
|
|
|
|
|
|
支出项 |
|
|
|
|
设备折旧费用 |
按十年计 |
62.5 元/吨废水 |
|
|
动力运行费用 |
电费 |
192.1 元/吨废水 |
|
|
收入项 |
回收乙腈价值 |
浓缩乙腈的价值 |
750 元/吨废水 |
|
合计 |
经济效益 |
收入项-支出项 |
495.4元/吨废水 |
通过膜工艺处理乙腈废水,其回收物的价值已经远远超过该套设备的运行能耗。考虑设备折旧费和动力运行费,每处理一吨乙腈废水,能够为业主单位增加495.4元的收益(如果要考虑业主处理30wt%乙腈废水的支出费用,业主的实际收益会更明显)。
2.2.4正丁醇废水的处理
正丁醇是多种涂料的溶剂、制增塑剂邻苯二甲酸二丁酯的原料,也用于制备丙烯酸丁酯、醋酸丁酯、乙二醇丁醚以及作为有机合成中间体和生物化学药的萃取剂,还用于制造表面活性剂。
所以在涂料行业、化学合成行业中有大量的正丁醇废水。
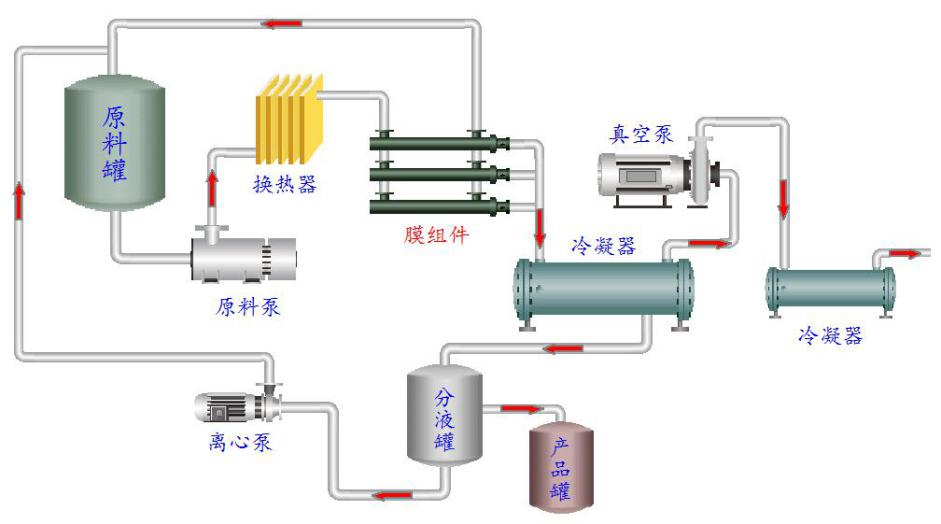
工艺流程图
饱和的正丁醇废液经过原料泵循环通过膜组件,在膜中渗透汽化,经冷凝器将气体冷却成液体,流向分相器中,上层为正丁醇可以回用,下层为饱和正丁醇溶液再返回原料侧进行循环处理。
表4正丁醇废水回收治理装置的经济效益预估
|
|
项目 |
数值 |
|
估算基础 |
设备运行时间 |
8760 h/y |
|
设备处理能力 |
7300t/y |
|
|
物料中初始丁醇浓度 |
~7.8 wt% |
|
|
物料中剩余丁醇浓度 |
≤0.3 wt% |
|
|
总装机功率 |
133.9kw |
|
|
电机功率实际使用率 |
~70% |
|
|
电费 |
按照0.55元/度 |
|
|
丁醇市场价格 |
8000 元/t |
|
|
|
|
|
|
动力运行费用 |
|
45.2万元/年 |
|
回收丁醇价值 |
废水中可回用丁醇 |
364万元/年 |
|
合计 |
经济效益(收入项-支出项) |
318.8 万元/年 |
2.2.5其它废水
|
序号 |
废水种类 |
回收率 |
厂家 |
|
1 |
异丙醇/水 |
≥90% |
制药厂、塑料制品、精细化工等使用溶剂的厂家 |
|
2 |
叔丁醇/水 |
≥90% |
|
|
3 |
环氧氯丙烷/水 |
≥92% |
|
|
4 |
甲苯/水 |
≥88% |
|
|
5 |
丙酮/水 |
≥88% |
|
|
6 |
苯酚/水 |
≥90% |
|
|
7 |
乙酸正丁酯/水 |
≥90% |
|
|
8 |
甲醛/水 |
≥90% |
|
|
9 |
乙醇/水 |
≥95% |
|
|
10 |
乙酸乙酯/水 |
≥95% |
2.2.6小结
综合上述案例来说,溶剂回收膜工艺应用到该类废水体系中,具有如下几点优势:
1. 通过膜法回收实验装置,可将溶液中的有机溶剂提浓回收并加以利用;
2. 膜法工艺运行条件温和,设备集成度高。与精馏回收工艺相比,浓缩回收效率更高;
3. 不断通过中试实验分析检测,在膜设备运行周期内,膜性能良好,使用寿命长;
4. 经过详细测算,膜法工艺回收的有机物价值超过整体设备的运行能耗,兼具了经济效应和环保效应。
2.3废水达标排放
对于纺织业、皮革厂等类型的企业,废水中的有机物多而杂,COD较高,不能直接进入生化系统,并且也没有太高的回用价值。对于这类型废水,采用溶剂回收膜工艺可以降低废水中的COD,使之达到进生化的要求。
2.3.1 医药行业末端废水的处理
医药行业末端废水不仅水量巨大,当中往往含有多种有机物,且浓度较高,无法直接排入生化系统。如果委托第三方处理,产生的污水处理费会给企业带来巨大的经营压力。因此废水的减量处理显得十分重要。
根据某企业提供的信息,车间满负荷运行时每小时可产生200kg废水,该股物料无色透明,主要成分是甲醇、乙醇、丙酮、乙酸乙酯、甲苯、乙酸还有少量无机盐和有机盐。
本套技术方案中涉及的废水减量设备的处理能力按照200 kg/h来设计,废水初始浓度为15 wt%,初始COD值约为150000 mg/L。
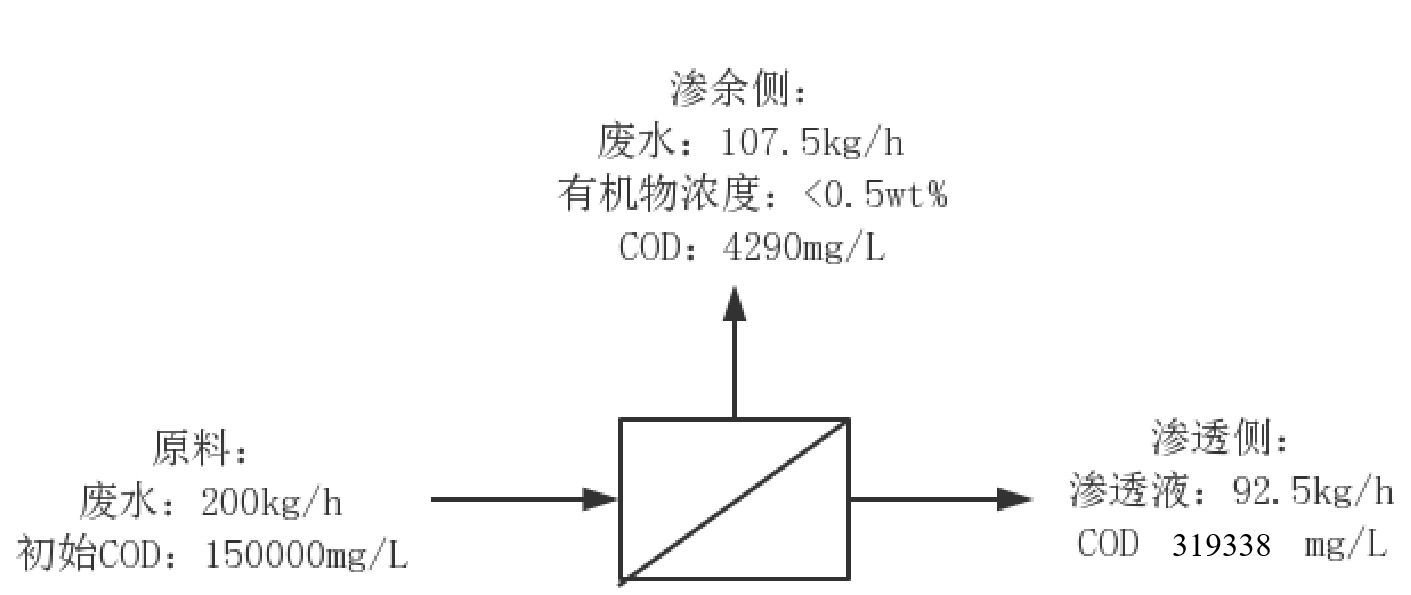
物料守恒图
从物料守恒图中,原料初始COD150000mg/L,经过膜工艺处理之后,渗余测COD降至4290mg/L,这部分进入生化处理,渗透侧的废水交给第三方处理。
表5膜法回收工艺系统参数
|
序号 |
项目名称 |
参数 |
备注 |
|
1 |
技术路线 |
膜分离 |
|
|
2 |
处理量(kg/h) |
200 |
|
|
3 |
处理介质 |
15wt%有机废水 |
甲醇和乙醇为主 |
|
4 |
剩余废水液浓度(wt%) |
≤0.5 |
|
|
5 |
配置功率(KW) |
50 |
含恒温水槽 以实际运行为准 |
|
6 |
额定电压(V) |
AC 380V 50HZ |
|
|
7 |
噪音强度(dB) |
≤75 |
|
|
8 |
安装条件 |
露天/室内均可,环境条件 |
|
|
9 |
占地尺寸(m*m) |
7*12*4 |
以实际制作为准 |
2.3.2纺织业废水的处理
在纺织业以及皮革行业中,废水的种类通常多而杂,造成了COD较高,不可进生化。由于有机物种类繁多,既有高沸点也有低沸点,精馏法也不能有效的将有机物与水分开。采用溶剂回收膜工艺,可以将有机物最大限度的与水分开,尽可能降低COD。
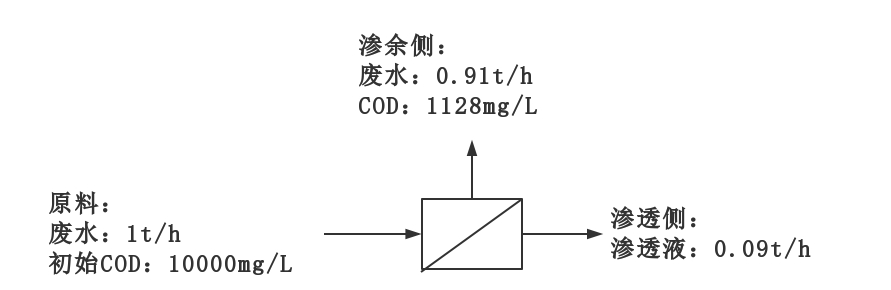
物料守恒图
从物料守恒图中,原料初始COD10000mg/L,经过膜工艺处理之后,渗余测COD降至1128mg/L,这部分进入生化处理,渗透侧的废水作为危废燃烧处理。经过膜处理后,减轻了生化的负荷,也使后续燃烧处理的废水减量。
表6膜法回收工艺系统参数
|
序号 |
项目名称 |
参数 |
备注 |
|
1 |
技术路线 |
膜分离 |
|
|
2 |
处理量(t/h) |
1 |
|
|
3 |
处理介质 |
低浓度有机废水 |
|
|
4 |
渗余液COD(mg/L) |
≤1000 |
|
|
7 |
配置功率(KW) |
41.25 |
含制冷机组 以实际运行为准 |
|
8 |
额定电压(V) |
AC 380V 50HZ |
|
|
9 |
噪音强度(dB) |
≤75 |
|
|
10 |
安装条件 |
露天/室内均可,环境条件 |
|
|
11 |
占地尺寸(m*m) |
7*2*4 |
以实际制作为准 |
|
12 |
资质 |
质量体系认证 |
ExdIIBT4 |
2.3.3其它废水
|
序号 |
废水种类 |
主要有机物 |
渗余液COD(mg/L) |
厂家 |
|
1 |
医药末端废水 |
四氢呋喃、乙苯、乙酯 |
≤2000 |
制药厂、塑料制品、精细化工等使用溶剂的厂家 |
|
2 |
医药废水 |
甲醇、丁酯、甲苯等 |
≤2000 |
|
|
3 |
医药中间段废水 |
乙醇、丙酮、丁酮等 |
≤1500 |
|
|
4 |
化工废水 |
异丙醇、正丁醇等 |
≤2500 |
|
|
5 |
橡胶、塑料合成 |
甲醛 |
≤1500 |
|
|
6 |
焦化废水 |
脱酚 |
≤1000 |
|
|
7 |
酚醛树脂 |
苯酚 |
≤1000 |
2.3.4小结
综合上述案例来说,溶剂回收膜工艺应用到该类废水体系中,具有如下几点优势:
(1)对废水进行减量处理;
(2)减轻生化处理的负荷;
(3)对有机物种类繁多的废水具有良好的处理效果。
三、总结
从以上实例说明,溶剂回收膜不论是对单一废水体系或者对多组分的废水体系都具有很好的处理效果,并且膜工艺系统的设备占地较小,能耗较低。
相关产品
更多>>南京弘顺和生物科技有限公司
努力为客户提供高效创新的解决方案
Copyright © 2021 南京弘顺和生物科技有限公司版权所有 苏ICP备:2021007576号-1
南京市江北新区柳州北路21号小柳工业园东区7栋202
电话:13913903276
邮箱:yuchang797@qq.com